Proces savijanja je operacija oblikovanja metala koja primjenjuje kontroliranu silu na obradak sve dok se plastično ne deformira oko matrice, trna ili valjka, mijenjajući svoj oblik bez rezanja materijala. Kratki odgovor je sljedeći: savijanje funkcionira jer metal ima elastičnu zonu i plastičnu zonu, a svako uspješno savijanje ovisi o guranju materijala preko granice elastičnosti dovoljno daleko da zadrži novi oblik nakon uklanjanja opterećenja, poznato kao opružni povrat. Stroj za savijanje opruga oprema je namijenjena za kontrolu tog točnog prijelaza za spiralne opruge, torzijske opruge i oblike žice, koristeći rotirajuće alate, klinove i CNC pogonjene osi za ponavljanje istog savijanja tisućama puta bez gotovo ikakve varijacije. Ostatak ovog članka objašnjava kako se taj proces zapravo odvija u pogonu, što razlikuje dobar stroj za savijanje opruga od osrednjeg i kako održati kutove savijanja dosljednima tijekom cijele proizvodnje.
Savijanje nije jedna radnja. To je niz mehaničkih događaja koji se događaju u djelićima sekunde, a razumijevanje svake faze objašnjava zašto neki zavoji pucaju, neki odskaču predaleko, a neki svaki put drže savršen kut.
Kada se sila prvi put primijeni na žicu ili lim, materijal se rasteže ili sabija unutar svog elastičnog raspona. Ako bi se teret uklonio na ovom mjestu, metal bi se potpuno vratio u svoj izvorni oblik. Još nije došlo do trajnog savijanja.
Kako se sila povećava iznad granice popuštanja, vanjsko vlakno zavoja trajno se rasteže dok se unutarnje vlakno sabija. Ovo je stvarni trenutak kada proces savijanja stvara trajan oblik , a neutralna os, linija unutar materijala koja se niti rasteže niti sabija, lagano se pomiče prema unutarnjem radijusu kako se zavoj zateže.
Nakon što alat oslobodi materijal, pohranjena elastična energija uzrokuje lagano opuštanje savijanja prema izvornom obliku. Stroj za savijanje opruga kompenzira to prekomjernim savijanjem izračunatog iznosa, obično između 2 i 8 stupnjeva, ovisno o promjeru žice, vlačnoj čvrstoći i uvjetima toplinske obrade.
| Materijal | Tipična vlačna čvrstoća | Prosječan Springback |
|---|---|---|
| Opružni čelik s visokim udjelom ugljika | 1900 do 2200 MPa | 5 do 8 stupnjeva |
| Nehrđajući čelik 302 ili 304 | 1300 do 1600 MPa | 3 do 6 stupnjeva |
| Glazbena žica ASTM A228 | 2200 do 2500 MPa | 6 do 9 stupnjeva |
| Fosforna bronca | 700 do 900 MPa | 2 do 4 stupnja |
Moderni CNC strojevi za savijanje opruga rastavljaju jedan ciklus savijanja u niz koji se može ponavljati. Svaki korak je programiran kao pomicanje osi, a kontroler sinkronizira dovod žice, rotaciju i uključivanje alata tako da se cijeli ciklus završi za manje od jedne sekunde za jednostavne oblike.
Ne koristi svaka operacija savijanja istu opremu ili istu fiziku. Razumijevanje gdje se stroj za savijanje s oprugom uklapa u odnosu na savijanje lima pomaže kupcima da izbjegnu naručivanje pogrešnog alata za posao.
Savijanje preše oblikuje ravan lim ili ploču između probijača i matrice, stvarajući jednu ravnu liniju savijanja po potezu. Odgovara pločama, nosačima i kućištima, a ne oblicima žice ili okruglih šipki.
Savijanje valjka prolazi materijal kroz tri ili četiri valjka kako bi se stvorile krivulje velikog radijusa, koje se obično koriste za cilindre, spremnike i strukturne zakrivljene dijelove, a ne za čvrstu preciznu geometriju.
Rotacijsko izvlačenje i savijanje pričvršćuje cijev ili cijev na matricu fiksnog radijusa i okreće je oko te matrice, stvarajući uske savijanje radijusa s minimalnim stanjivanjem stijenke, što se široko koristi u automobilskim ispušnim sustavima i proizvodnji kaveza za zakretanje.
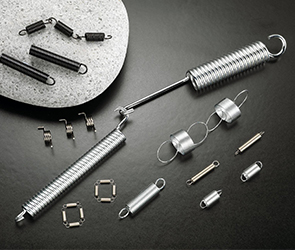
Stroj za savijanje opruga, koji se ponekad naziva i CNC stroj za oblikovanje žice, obrađuje tanju okruglu žicu pri visokim brzinama ciklusa, proizvodeći torzijske opruge, kuke za kompresijske opruge, petlje produžnih opruga i prilagođene oblike žice s višestrukim zavojima po dijelu umjesto jednim dugim ravnim zavojima.
Namotavanje u zavojnicu spiralno omotava žicu oko trna kako bi se oblikovalo tijelo kompresijske ili rastezljive opruge, a često je upareno sa savijanjem na istom stroju kada gotovi dio treba i namotano tijelo i oblikovane krajnje kuke ili noge. Na kombiniranom stroju za namotavanje i savijanje, isti sustav za dovod i ravnanje žice služi za obje funkcije, s posebnim alatom za uspon koji kontrolira kut spirale tijekom faze namotavanja prije nego što glava za savijanje preuzme oblikovanje krajeva.
Četiri klizna stroja dodaju horizontalne alate za oblikovanje koji pristupaju žici iz više smjerova, što je korisno za dijelove koji kombiniraju savijanje, namotavanje i ravnanje u jednom ciklusu. Ovi strojevi nalaze se na vrhu složenosti oblikovanja žice i obično opravdavaju svoju cijenu samo za dijelove zamršene geometrije koji se ne mogu proizvesti na standardnom dvoosnom ili četveroosnom stroju za savijanje opruga.
Listovi sa specifikacijama različitih proizvođača nisu uvijek prikazani na isti način, tako da je bolje znati koji točno brojevi zapravo predviđaju izvedbu u stvarnom svijetu, a ne jednostavno uspoređivati naslovne tvrdnje.
| Specifikacija | Tipični raspon | Zašto je važno |
|---|---|---|
| Raspon promjera žice | 0,1 do 8 milimetara | Postavlja koje obitelji proizvoda stroj može pokrenuti bez preinake cijelog puta dovoda |
| Broj kontroliranih osi | 4 do 12 | Određuje koliko smjerova savijanja i alatnih stanica može djelovati u jednom prolazu |
| Maksimalna brzina dodavanja | 200 do 600 metara u minuti | Izravno ograničava teoretske dijelove u minuti za jednostavnu geometriju |
| Brzina rotacije glave zavoja | 300 do 1000 stupnjeva u sekundi | Utječe na vrijeme ciklusa na dijelovima s mnogo malih zavoja umjesto jednog velikog zavoja |
| Memorija ili pohrana programa | 50 do 500 pohranjenih programa | Relevantno za trgovine s mnogo različitih brojeva dijelova s čestim promjenama |
| Ponovite točnost pozicioniranja | 0,01 do 0,05 milimetara | Predviđa koliku dimenzionalnu toleranciju stroj može održati tijekom dugog rada |
Kupci koji ocjenjuju stroj za savijanje opruga za određenu familiju dijelova trebaju zatražiti izvođenje uzorka na vlastitoj seriji žice kad god je to moguće. Objavljene specifikacije opisuju teoretsku gornju granicu stroja, ali stvarna izvedba uvijek ovisi o interakciji između stroja, specifične legure, temperamenta i skupa svitaka žice koja se pokreće te alata odabranog za taj posao.
Točnost bilo kojeg stroja za savijanje opruga svodi se na pet podsustava koji rade u koordinaciji, a ne na bilo koji pojedinačni dio. Slaba karika u bilo kojem od ovih područja odmah se pokazuje kao nedosljedni kutovi savijanja ili odbačeni dio.
Isti program savijanja daje različite rezultate na različitim materijalima žice, jer je proces savijanja podjednako podređen metalurgiji kao i geometriji stroja. Odabir pravog materijala za primjenu i razumijevanje načina na koji se taj materijal ponaša ispod glave savijanja, sprječava veliki dio problema u proizvodnji prije nego oni započnu.
Čelik za opruge s visokim udjelom ugljika nudi najveći omjer čvrstoće i cijene među uobičajenim materijalima od žice za opruge i zadani je izbor za opružne torzijske, kompresijske i rastezljive opruge. Zahtijeva veću silu savijanja i veću dopuštenu oprugu od mekših legura, a obično ima koristi od toplinske obrade za smanjenje naprezanja nakon oblikovanja kako bi se stabilizirao gotov oblik.
Žica od nehrđajućeg čelika, najčešće stupnja 302 ili 304, mijenja određenu čvrstoću za otpornost na koroziju i odabire se za dijelove koji su izloženi vlazi, kemikalijama ili okruženju u kontaktu s hranom. Stvrdnjava se brže od ugljičnog čelika tijekom oblikovanja, tako da sekvence savijanja koje uključuju više savijanja uskog radijusa na istom mjestu moraju biti pažljivo programirane kako bi se izbjeglo pucanje.
Glazbena žica, koja se naziva i klavirska žica, čelik je s visokim udjelom ugljika izvučen na vrlo usku toleranciju promjera i vrlo visoku vlačnu čvrstoću, što je čini materijalom izbora za male precizne opruge gdje je dosljedna izlazna sila važnija od sirove veličine. Njegova velika čvrstoća znači da stroj za savijanje opruga mora primijeniti veću kompenzaciju prekomjernog savijanja kako bi pogodio ciljne kutove.
Fosforna bronca i berilijev bakar biraju se kada je potrebna električna vodljivost uz svojstva opruge, uobičajena u elektroničkim kontaktnim oprugama i spojnicama konektora. Ovi materijali su mekši od čeličnih legura, savijaju se pri nižoj sili i pokazuju manje opruge, što ih općenito čini lakšim za držanje čvrste tolerancije, ali su skloniji trajnom stvrdnjavanju pod dugotrajnim opterećenjem ako su prenapregnuti.
Programiranje se pomaknulo s metoda ručnog podučavanja prema radnim procesima vođenim CAD-om, a sloj softvera sada igra jednako veliku ulogu u učinkovitosti proizvodnje kao i sam mehanički hardver.
Najstarija metoda programiranja uključuje operatera koji prolazi kroz svaki pokret osi na upravljačkoj ploči stroja, spremajući svaki položaj čim se potvrdi da je točan. Ova metoda funkcionira za jednostavne dijelove, ali postaje spora i sklona pogreškama kako se broj savijanja povećava.
Softver modernog stroja za savijanje opruga prihvaća 2D ili 3D crtež gotovog dijela i automatski izračunava pomake osi, redoslijed savijanja i procijenjeno vrijeme ciklusa prije nego što program uopće dodirne fizički stroj. To inženjerskim timovima omogućuje provjeru valjanosti dizajna i procjenu potreba za alatima bez trošenja radnog vremena.
Napredni programski paketi simuliraju punu sekvencu savijanja u softveru, označavajući bilo koju točku gdje bi se žica, alat ili geometrija glave savijanja sudarila prije nego što se program pokrene na stvarnom stroju. Ovaj korak značajno je smanjio oštećenje alata i otpisano vrijeme postavljanja u usporedbi s čisto ručnom provjerom.
Trgovine s visokom raznolikošću proizvoda imaju koristi od programske biblioteke koja se može pretraživati, budući da se prethodno potvrđeni program za savijanje može pozvati u sekundi umjesto da se reprogramira od nule, skraćujući vrijeme promjene sa sati na minute kod ponovljenih narudžbi.
Da bi proces bio konkretan, evo kako se tipično savijanje noge torzijske opruge odvija od sirove žice do gotovog dijela na CNC stroju za savijanje opruga.
Operater ili programer unosi duljinu kraka, kut savijanja, duljinu tijela zavojnice i promjer žice u CNC sučelje, bilo putem ručnog unosa ili CAD uvoza.
Ispravan promjer zatika za savijanje odabire se tako da odgovara unutarnjem promjeru opruge, budući da zatik upravlja polumjerom namotanog tijela i svih oblikovanih krakova.
Stroj se okreće smanjenom brzinom bez odsijecanja dijelova tako da operater može potvrditi da putanja alata briše sva učvršćenja prije nego što započne puna brzina proizvodnje.
Prvi završeni dio mjeri se u odnosu na toleranciju crtanja, obično plus ili minus 2 stupnja na kutu kraka i plus ili minus 0,1 milimetar na duljini kraka, prije nego što se trčanje nastavi.
Nakon odobrenja, stroj za savijanje opruga radi kontinuirano, često proizvodeći 60 do 200 dijelova u minuti, ovisno o promjeru žice i složenosti geometrije.
| Vrsta stroja | Ponovljivost | Najprikladniji volumen |
|---|---|---|
| Ručna šablona za savijanje | Ovisno o operateru | Prototip ili ispod 50 komada |
| Poluautomatska savijačica | Umjereno, alat kontroliran | Mala serija, 50 do 5000 komada |
| CNC stroj za savijanje opruga | Visoko, programski kontrolirano | Proizvodnja ide preko 5000 komada |
Kupci bi trebali uskladiti vrstu stroja sa stvarnim volumenom narudžbe umjesto da automatski biraju najnapredniju opciju. CNC stroj za savijanje opruga isplati se tek nakon što ušteda vremena prijelaza i smanjenje stope odbijanja nadoknade veće početne troškove , što se obično događa negdje između 3000 i 8000 komada po broju dijela, ovisno o složenosti dijela.
Pukotine se događaju kada je radijus savijanja pretijesan u odnosu na promjer žice ili kada je materijal očvrsnuo radom od prethodnog oblikovanja. Povećanje polumjera savijanja ili žarenje materijala prije savijanja rješava većinu problema s pucanjem.
Odstupanje kuta tijekom proizvodne serije obično se povezuje s trošenjem osovinice savijanja, klizanja valjaka za uvlačenje ili promjenama temperature u radionici koje malo utječu na krutost materijala tijekom smjene.
Ožiljci na površini pojavljuju se kada kanali za vođenje ili klinovi za savijanje imaju grubu završnu obradu ili nakupljanje krhotina, zbog čega je rutinsko čišćenje alata dio standardnog održavanja stroja za savijanje opruga.
Složeni višesavijeni dijelovi mogu se uvrnuti ako potpora vodilice žice nije dovoljna tijekom savijanja, tako da pravilan dizajn učvršćenja i odgovarajuća duljina vodilice blizu točke savijanja sprječavaju ovaj nedostatak.
Prvih nekoliko dijelova nakon hladnog pokretanja ponekad pokazuju malo drugačije kutove od ostatka serije, jer se temperatura alata i okvira stroja još nije stabilizirala. Pokretanje kratkog ciklusa zagrijavanja prije prve inspekcije proizvoda značajno smanjuje ovaj učinak.
Žica isporučena iz različitih proizvodnih serija, čak i iste nominalne specifikacije, može imati malo drugačiji set namotaja i zaostalo naprezanje od procesa izvlačenja. Trgovine koje ponovno kvalificiraju programe za savijanje kad god stigne nova serija žice, uhvate ovu varijaciju prije nego što stigne do kupca.

Kategorija strojeva za savijanje s oprugama značajno se pomaknula prema pametnijoj, povezanijoj opremi tijekom nedavnih generacija proizvoda, a nekoliko je trendova sada uobičajeno pri kupnji novih strojeva umjesto opcijskih nadogradnji.
Komponente od oblikovane žice i opruge proizvedene preciznim procesima savijanja pojavljuju se u širokom rasponu industrija, često u dijelovima koji se ne primijete sve dok ne pokažu.
Stroj za savijanje opruga koji je prvi dan proizvodio dijelove unutar tolerancije neće ostati takav bez rutine održavanja. Trgovine koje prate istrošenost alata prema rasporedu, umjesto da čekaju da se pojave odbijenice, dosljedno prijavljuju manje rashodovanih dijelova.
| komponenta | Interval inspekcije | Tipični znak nošenja |
|---|---|---|
| Savijte igle i perce | Svakih 50 000 ciklusa | Spljoštavanje radijusa ili urezivanja |
| Valjci za ravnanje | Svakih 100 000 ciklusa | Površinsko žljebljenje ili udubljenje |
| Valjci za uvlačenje | Svakih 75000 ciklusa | Proklizavanje ili smanjena tekstura prianjanja |
| Oštrica za rezanje | Svakih 30000 ciklusa | Stvaranje neravnina na odrezanom kraju |
Linija koja prolazi kroz poprečni presjek savijene žice ili lima gdje materijal nije niti rastegnut niti sabijen tijekom savijanja.
Zaostala zakrivljenost žice nakon namatanja na kalem, koja se mora ukloniti valjcima za ravnanje prije nego što se može napraviti točno savijanje.
Dodatni kut koji stroj za savijanje opruge dodaje izvan ciljanog kuta kako bi se uzela u obzir opruga nakon što alat oslobodi žicu.
Fiksna igla ili šipka oko koje se namotava ili savija žica kako bi se utvrdio unutarnji promjer gotovog elementa.
Rotirajuća cijev ili rukavac na glavi za savijanje koji nosi sklop vodilice žice i zatika za savijanje kroz svoju programiranu rotaciju.
Progresivno povećanje krutosti i smanjenje duktilnosti kroz koje prolazi metal dok se opetovano deformira, što može dovesti do pucanja ako se žica previše puta savija na istom mjestu.
Sekundarna operacija, koja se ponekad izvodi na istom stroju za savijanje opruga, koja sabija ili skreće gotovu oprugu malo izvan njenog radnog raspona kako bi se stabilizirala njena konačna slobodna duljina ili kut.
Savijanje je specifična vrsta oblikovanja koja mijenja oblik duž definirane linije ili osi pomoću bušilice, valjka ili igle, dok je oblikovanje šira kategorija koja također uključuje operacije crtanja, žigosanja i kovanja.
Opruga se mjeri s granicom tečenja materijala podijeljenom s njegovim modulom elastičnosti, tako da materijali veće čvrstoće poput glazbene žice opruže više od mekših legura poput fosforne bronce pod istim kutom savijanja.
Uobičajena početna smjernica je minimalni radijus savijanja jedan do dva puta veći od promjera žice za većinu opružnih čelika, iako tvrđe stanje može zahtijevati veći radijus kako bi se izbjeglo pucanje.
Mnogi CNC strojevi za savijanje opruga konfigurirani su posebno za okruglu žicu, ali strojevi za oblikovanje ravne žice i trake postoje kao srodna, ali posebna kategorija s različitim alatima za vodilice i valjke.
Dobro održavani CNC strojevi za savijanje opruga obično imaju tolerancije kuta od plus ili minus 1 do 2 stupnja i tolerancije duljine od plus ili minus 0,1 milimetar na standardnim promjerima žice.
Da, tanja žica općenito omogućuje veće brzine napredovanja i brzine savijanja, dok deblja ili žica veće čvrstoće zahtijeva sporije, kontroliranije savijanje kako bi se izbjeglo opterećenje alata i prerano trošenje.
Jednostavni dijelovi mogu zahtijevati samo jedno ili dva savijanja, dok složeni oblici žice proizvedeni na strojevima s više osi mogu uključivati petnaest ili više pojedinačnih operacija savijanja, namotaja i rezanja unutar jednog kontinuiranog ciklusa.
Ne uvijek, ali mnogi dijelovi s visokim udjelom ugljika i glazbene žice imaju koristi od pečenja nakon oblikovanja na niskoj temperaturi za ublažavanje naprezanja, što smanjuje zaostalo naprezanje i poboljšava stabilnost dimenzija bez značajne promjene tvrdoće.
Gubitak točnosti gotovo uvijek dolazi do istrošenosti alata, klizanja valjaka za uvlačenje ili nakupljenog zazora u pogonskom mehanizmu, a sve se to rješava kroz planirane intervale održavanja opisane ranije u ovom članku.
Da, većina CNC strojeva za savijanje opruga može mijenjati kompatibilne materijale podešavanjem sile dodavanja, pritiska valjka za ravnanje i vrijednosti kompenzacije prekomjernog savijanja u programu, iako vrlo različiti promjeri žice mogu zahtijevati fizičku promjenu alata.
Jednostavni dijelovi s dva ili tri savijanja često se mogu programirati i potvrditi unutar jedne smjene, dok složena geometrija s više savijanja s uskim tolerancijama može potrajati nekoliko dana programiranja i prve iteracije artikla prije puštanja u punu proizvodnju.

TK-13200, TK-7230 TK-13200、 TK-7230 CNC STROJ ZA NAMOTAVANJE OPRUGA S 12 OSINA ...
Pogledaj detalje
TK-13200, TK-7230 TK-13200、 TK-7230 CNC STROJ ZA NAMOTAVANJE OPRUGA S 12 OSINA ...
Pogledaj detalje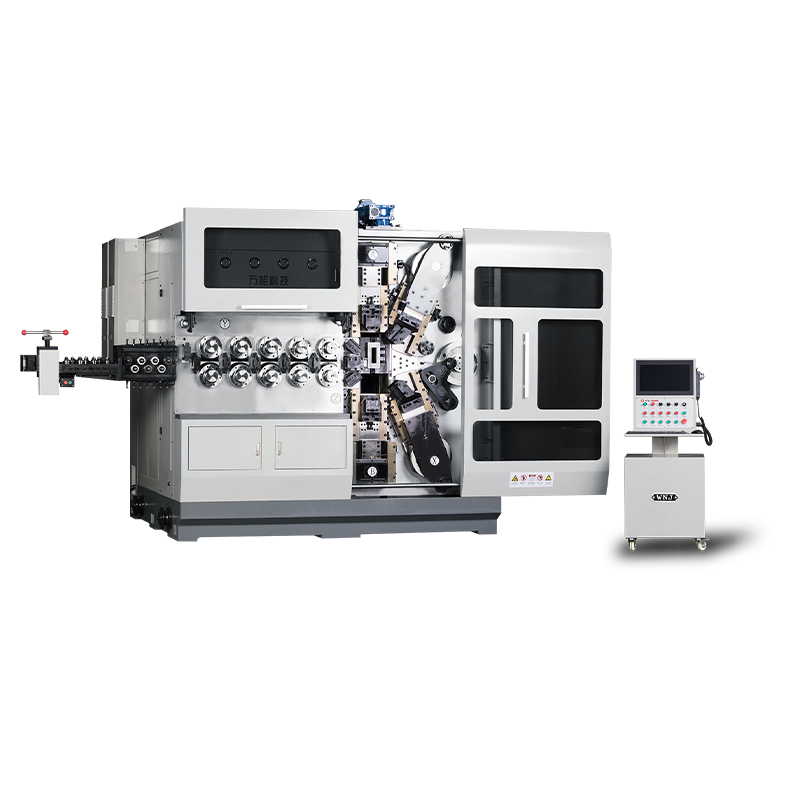
TK12120 TK-12120 CNC STROJ ZA NAMOTAVANJE OPRUGA S 12 OSINA ...
Pogledaj detalje
TK-6160 TK-6160 CNC STROJ ZA VALJANJE OPRUGA ...
Pogledaj detalje
TK-6120 TK-6120 CNC STROJ ZA VALJANJE OPRUGA ...
Pogledaj detalje
TK-5200 TK-5200 CNC STROJ ZA NAMOTAVANJE OPRUGA S 5 OSINA ...
Pogledaj detalje
TK-5160 TK-5160 CNC STROJ ZA NAMOTAVANJE OPRUGA S 5 OSINA ...
Pogledaj detalje
TK-5120 TK-5120 CNC STROJ ZA NAMOTAVANJE OPRUGA S 5 OSINA ...
Pogledaj detaljeMobilni QR kod
 Jezik
Jezik 

